盘式热分散机是处理废纸的专用设备,它能有效地对废纸浆料中的胶黏物、油脂、石蜡、塑料、橡胶或油墨粒子等杂质进行分散处理,以改进纸张的外观质量,提高纸张的外观质量,提高纸张性能,工作过程中将浓缩至30%以上的废纸浆经动静磨盘之间的间隙分散并细化至粉末状,然后送至下一造纸工序。造纸工艺要求移动磨盘实现精确的定位控制,其定位精度要求在±0.02mm以内,动静盘间隙调节范围在0~15mm内,同时具有维修时机体进退功能。盘式热分散机自动化程度高,,其控制部分要求磨盘定位系统采用双闭环(即功率负荷闭环和间隙调整闭环)恒间隙控制,并保证在主电动机功率调节范围内准确地调整间隙。
1、工作原理
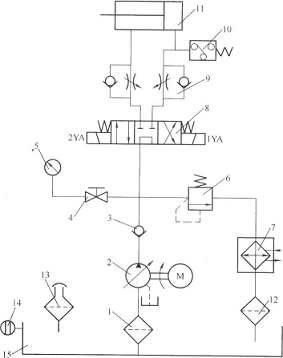
盘式热分散机的液压原理如图5—14所示。液压泵启动后,由于电磁阀的电磁铁均处于断电状态,因此,动盘进给缸12、机体维修缸17均停留在原始位置;此时,液压泵经比例溢流阀13(此时比例溢流阀的控制电压为零)卸荷。当比例溢流阀13的控制电压在2V(目的避开比例阀的死区)以上并且1YA通电时,电磁换向阀9换向处于左位,动盘进给缸12的无杆腔进油,有杆腔回油,活塞杆伸出;当2YA通电时,电磁换向阀处于右位,动盘进给缸12的有杆腔进油,无杆腔回油,活塞杆缩回,完成动盘进给缸12的工作循环,在该亡作循环过程中,比例流量阀13控制热分散机的位移和间隙大小,比例溢流阀8根据负载大小控制主电机工作在恒功率状态。当3YA通电时,电磁换向阀16换向处于左位,机体维修缸17的无杆腔进油,有杆腔回油,活塞杆伸出;当4YA通电时,电磁换向阀16换向处于右位,机体维修缸17有杆腔进油,无杆腔回油,活塞杆缩回,完成工作全过程。应当注意的是:系统压力只有在比例溢流阀8有控制电压的情况下才能随着控制电压的变化而变化,液压执行元件才能工作;溢流阀7起安全阀的作用,其目的是当比例溢流阀8本身或其控制器有故障时,整个液压系统的压力不至于突然大幅升高,以保护磨片和主电动机。
2、常见故障与排除
(1)故障现象1:
液压机系统进给工作正常,压力为8MPa,但机体维修液压缸不动作(使用现场故障)
原因分析:到现场后,发现液压系统一切正常,但机体维修液压缸不能前进或后退,电磁阀16换向正常,油路无泄漏,机体(自重8.55t)却无法合拢,在正常情况下3MPa(减压阀15的调定压力)以上就能保证机体维修液压缸轻松推开或合拢。观察现场情况:发现机体维修液压缸安装偏斜,且固定端强度不够,液压缸又处于最后端位置,机体导轨有划伤,判断问题就在此处。

排除方法:把液压缸拆掉,让其在无负载的情况下往复运动,然后把机体注油孔全部l高压气吹干净,并往导轨上均匀注润滑脂。安装液压缸后启动液压站,机体推开,合拢自j(3MPa),故障得以排除。
(2)故障现象2:系统无压力(调试过程故障)
原因分析如下。
①检查电动机转向,是否接反。
②检查比例溢流阀放大器①一②:0~IOV;③一④:0~24V,“+”“一”极是否接反。
③检查液压泵,溢流阀是否损坏。
④检查管路以及连接件是否有泄漏的地方。
排除方法:经排查均无以上现象,最后判断是“冷却器”回油口不通。将回油路打通后,问题排除。
(3)故障现象3:液压泵启动后,压力达到设定值9.1MPa,0.5h内压力下降至4.0MPa后稳定不变,重新启动液压站还是同样故障(使用现场故障)
原因分析:在排除油路泄漏、逆流阀,比例压力阀没有问题的条件下,问题集中在液压二。打开油箱后发现泵体发热严重,且吸油滤油器完全被纸浆纤维糊住,根本无法吸油。
排除方法:把油箱内的液压油完全排掉,全面清洗油箱(发现油箱内有很多纸纤维),更换液压泵,吸油滤油器并加注经过滤的液压油。重新开机,系统工作压力设定在8MPa,己压力波动情况。
(4)故障现象4:系统工作正常,压力为8MPa,进给液压缸在定位点有自走现象,导§度降低(使用现场故障)原因分析如下。
①叠加式单向节流阀与液控单向阀排列位置不对,造成液控单向阀控制腔有背压,造 E控单向阀打开,定位精度降低。
②液控单向阀本身的质量差,造成定位精度降低。
③液压油被污染。
故障排除:经检查叠加式单向节流阀与液控单向阀排列位置正确,由于位置错误造成的}原因排除;更换了液控单向阀,现象仍无变化,液控单向阀质量问题得以排除;问题集 E液压油的污染问题上,经检查液压油液有轻微污染,通过进一步过滤液压油,并清洗了 E单向阀,问题得以解决。
(5)故障现象5:维修缸工作正常,
液压机系统工作正常,压力为8MPa,动盘进给液压缸只£刀却无法退刀(使用现场故障)原因分析如下。
①动盘进给液压缸的主液压阀退刀电磁铁未通电或阀芯被卡住。
②控制退刀侧的单向节流阀调得太小。
③比例流量阀放大器故障或受到电磁干扰。
④比例流量阀本身的故障。
故障排除:原因①、②很快排除,主要集中在原因③和④上。
对于故障原因③、控制器本身的故障也很快排除。我们开始怀疑是否是高压(1.5× V)电动机产生磁场造成电磁阀失灵(液压站距电动机接线盒仅0.5m),我们让造纸厂.一个屏蔽罩把液压站罩起来,同时把控制柜、液压站接地处理,但启动电动机后,液压丕是无法进刀,这样问题集中在比例流量阀本身的故障上来,因为热分散机启动后,振动蹦强,人站在旁边就能感觉到楼板振动,由于这时流量极小,阀芯处于半关闭状态,振动苣成阀芯波动,从而无法进刀,更换比例流量阀后,一切正常,故障得以解决。需要说睨的是:盘式热分散机液压系统是本书编者为某一生产企业设计开发的能够替代 j的产品,采用了比例流量和比例压力符合控制方式,实现了磨盘定位系统采用双闭环勋率负荷闭环和间隙调整闭环)恒间隙控制,并保证在主电动机功率调节范围内准确地 I间隙。自2001年开始生产第一台样机至今,已经累计生产数百台,取得了显著的经济肇和良好的社会效益,提升了我国造纸机械的自动化水平。但是通过以上故障现象、产生原因可以看出,主要问题反映在用户的使用问题上,特别是液压油的污染防治方面还有中转站所实现的动作、调试过程中出现的故障以及排除方法。