在
粉末成型液压机液压系统中,起控制执行元件的启动、停止及换向作用的回路,称为方向控制回路。控制回路有换向回路和锁紧回路两种。
一、粉末成型液压机的换向回路
粉末成型液压机运动部件的换向,一般可采用各种换向阀来实现。在容积调速的闭式回路中,也可以利翻变量泵控制油流的方向来实现液压缸(或液压马达)的换向。
依靠重力或弹簧返回的单作用液压缸,可以采用二位三通换向阀进行换向。双作用鞭缸的换向,一般都可采用为二位四通(或五通)及三位四通(或五通)换向阀来进行换按不同用途可选用不同控制方式的换向回路。
电磁换向阀的换向回路应用最为广泛,尤其在自动化程度要求较高的组合机床液压另中被普遍采用。这种换向回路曾多次出现于上述回路中,这里不再赘述。对于流量较大币向平稳性要求较高的场合,电磁换向阀的换向回路已不能适应上述要求,粉末成型液压机往往采用手动拱阀或机动换向阀作先导阀而以液动换向阀为主阀的换向回路,或者采用电液动换向阀的拱回路。
往复直线运动换向回路的功用是使
液压机液压缸和与之相连的主机运动部件在其行程终端盘速、平稳、准确地变换运动方向。简单的换向回路只需采用标准的普通换向阀,但是在换向要求高的主机(例如,各类磨床)上换向回路中的换向阀就要特殊设计。这类换向回路以按换向要求的不同而分成时间控制制动式和行程控制制动式两种。
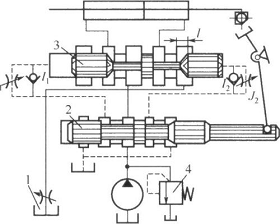
图2所示为一种比较简单的时间控制制动式换向回路。这个回路中的主油路只要向阀3控制。在换向过程中,当图中先导阀2在左端位置时,控制油路中的压力油经单向阀通向换向阀3右端,换向阀左端的油经节流阀.流回油箱,换向阀阀心向左移动,上的锥面逐渐关小回油通道,活塞速度逐渐减慢,并在换向阀3的阀芯移过z距离后将通闭死,使活塞停止运动。当节流阀J1和J 2的开口大小调定之后,换向阀阀心移过距离l需的时间(使活塞制动所经历的时间)就确定不变,因此,这种制动方式称为时间控制方式。时间控制制动式换向回路的主要优点是它的制动时间可以根据主机部件运动速度自慢、惯性的大小通过节流阀J1和J2的开口量得到调节,以便控制换向冲击,提高工斜率;其主要缺点是换向过程中的冲出量受运动部件的速度和其他因素的影响,换向精扈高。所以这种液压机换向回路主要用于工作部件运动速度较高但换向精度要求不高的场合,例平面磨床的液压系统中。
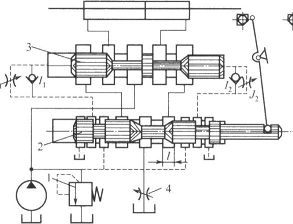
图3所示为行程控制制动式换向回路,这种回路的结构和工作情况与时间控制制式的主要差别在于这里的主油路除了受换向阀3控制外,还要受先导阀2控制。当图示谊的先导阀2在换向过程中向左移动时,先导阀阀芯的右制动锥将液压缸右腔的回油通道逐渐关小,使活塞速度逐渐减慢,对活塞进行预制动。当回油通道被关得很小、活塞速度变得很慢时,换向阀3的控制油路才开始切换,换向阀阀芯向左移动,切断主油路通道,使活塞止运动,并随即使它在相反的方向启动。这里,不论粉末液压机运动部件原来的速度快慢如何,先导阀总是要移动一段固定的行程z,将工作部件先进行预制动后,再由换向阀来使它换向。所以制动方式称为行程控制制动方式。行程控制制动式换向回路的换向精度较高,冲出量较旦是由于先导阀的制动行程恒定不变,制动时间的长短和换向冲击的大小就将受运动部蔓快慢的影响。所以这种换向回路宜用在主机工作部件运动速度不大但换向精度要求较历合。
二、粉末成型液压机的锁紧回路
为了使
粉末液压机工作部件能在任意位置上停留,以及在停止工作时,防止在受力的情况下发生移动,可以采用锁紧回路。彩用O型或M型机能的三位换向阀,当阀芯处于中位时,液压挂、出口都被封闭,可以将活塞锁紧。这种锁紧回路由于受到滑阀泄露的影响,锁紧效果较差。
图4所示为粉末成型液压机采用液控单向阀的双向锁紧回路。在液压缸的进、各中都串接液控单向阀(又称液压锁),活塞可以在行程的任何受紧。其锁紧精度只受液压缸内少量的内泄漏的影响,因此锁紧交高。在造纸机械中就常用这种回路。
粉末成型液压机采用液控单向阀的锁紧回路,换向阀的中位机能应使液控单向阀的控制油液卸压(换向阀采用H型或Y型),此时,液控单向阀便立掘,活塞停止运动。假如采用O型机能,在换向阀中位时,由于液控单向阀的控制腔压力油被闭死而不能使其立即关闭,直至由换向阀的内泄漏使控制腔泄.液控单向阀才能关闭,影响其锁紧精度。