液态模锻是将熔融或半熔融的液态金属注入
液压机金属模具中,使之在压力下产生塑性流动并逐步结晶凝固成形。因此,液态模锻液压机必须具有定时保压和顶出工件的功能。
3150kN液态模锻液压机的液压控制系统如图所示。
液压控制系统的工作过程如下:
(1)工作缸活塞(滑块)快速下行电磁铁2YA、4YA、5YA、7YA、12YA、13YA通电,阀1及阀4关闭,泵40及41打出的压力油经阀3、阀6及阀11和阀15进人工作缸上腔,同时阀17及阀18开启,工作缸下腔通低压,工作活塞及滑块在重力作用下快速下行,并在工作缸上腔形成负压,吸开充液阕32,充液油箱中的油液经阀32向工作缸充液,工作缸下腔的油液则经阀17及阀lg捧回油箱。快速下行的速度可由阀18来控错。
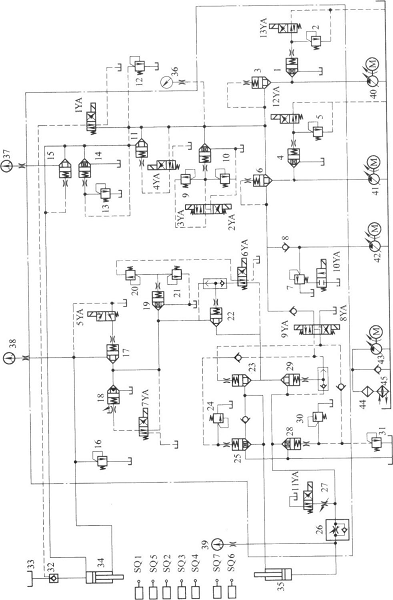
3150kN液压模锻液压机液压控制系统图
(2)慢速下行及加压 当滑块下行碰到行程开关sq2时,电磁铁7YA断电,阀18关闭,此时工作缸下腔的油液只能由阀17、19排回油箱,背压增大,行程速度减慢并开始加压,此时回油的背压值由溢流阀20来调节并设定。
(3)工作缸保压延时 当工作缸上腔压力升高到电接点压力表37上限的设定值时,37发出讯号,使电磁铁全部断电,液压泵40、41卸荷,工作缸上腔保压,同时保压延时继电器娜开始记时。
(4)顶出缸动作当工作缸保压3~5s(由可编程序控制器PLC设定时间),电磁铁2YA、8YA、10YA、12YA、13YA通电,液压泵40、41、42同时经阀29向顶出缸35的下腔供油,顶出缸活塞向上运动,运动速度由单向节流阀26决定。
(5)顶出缸保压延时当顶出缸内压力达到电接点压力表39的上限设定值时,压力表39发出讯号,使电磁铁12YA、13YA断电,液压泵40、4l卸荷,但泵42继续供压力油,实现持续开泵保压,保压延时继电器KT4开始计时,以对保压时间进行控制。
(6)顶出缸卸压顶出缸保压完毕时,时间继电器KT4发出讯号,电磁铁2YA、8YA、10YA断电,1lYA通电,顶出缸下腔的压力油卸压,经节流阀27排回油箱,卸压时间由节流阀27调节。
(7)工作缸卸压及回程t当顶出缸下腔压力降到电接点压力表39的下限时,39发出讯号使电磁铁1YA、3YA、5YA、6YA、12YA通电,控制压力油顶开充液阀32的卸压阀芯,工作缸卸压,当压力下降到电接点压力表37的下限时,延时3s,电磁铁3YA断电,2YA、13YA通电,液压泵40、41的压力油经阀22、17进人工作缸下腔,推动活塞及滑块回程。工作缸上腔的油经充液阀流回充液油箱。当滑块碰到行程开关SQ5时(SQ5为半自动回程设定,SQ5距上限位SQl约大于190mm),SQ5发讯号,回程停止。
(8)顶出缸顶出 滑块回程停止后,电磁铁2YA、8YA、10YA、12YA、13YA通电,泵的压力油经阀29进入顶出缸下腔,顶出缸顶出。
(9)取料饼当顶出过程中碰到行程开关SQ7时,顶出停止,进行取料饼及清模。
(10)顶出缸退回 取饼清模结束后,将工作方式转到“调整”位置,按“退回”按钮,电磁铁2YA、9YA、12YA通电,泵4l的压力油经阀23进入顶出缸上腔,下腔排油,顶出活塞退回。当碰到SQ6时,退回停止。
(11)
液压机滑块下行钩扣下模按“下行”按钮,工作缸上腔进油,滑块下行并钩扣下模。
(12)回程打料按“回程”接钮,滑块回程,碰到行程开关SQl,回程停止,打料杆打料,取下工件。