在拉深加工时,首先应严格按冲压操作规程进行,严防发生误操作。其次,为完成好零件的拉深,应做好拉深模的安装及调整。
一、液压机拉深模的安装方法
拉深模安装除了有打料装置、弹性卸料装置等在冲裁模、弯曲模调试中遇到的共同问题之外,还特有一个压边力的调整问题。压边力若调整得过大,则拉深件易破裂,过小则易使拉深件出现皱褶,因此应边试拉边调整,直到合适为止。拉深模的安装分单动液压机上安装与双动
液压机上安装两种。
1.在单动液压机上加工的拉深模安装方法
在单动液压机上加工的拉深模安装及调整方法同弯曲模的安装相类似。
如果拉深对称或封闭形状的拉深件(如筒形件),则安装调整模具时,可将上模紧固在液压机滑块上,下模放在工作台上不紧固。先在凹模洞壁均匀放置几个与工件料厚相等的衬垫,再使上、下模吻合,就能自动对正,间隙均匀。在调整好闭合位置后,才可把下模紧周在工作台上。
如果是无导向装置的拉深模,则安装时需采用控制拉深间隙的方法决定上、下模相对位置,可用标准样件或垫片配合调试。
2.在双动液压机的拉深模安装方法
双动拉深模是应用于双动拉深机的拉深模具,一般用于大型或覆盖件的拉深加工,图所示为用于大型覆盖件的双动拉深模结构图。
双动拉深模的总体结构较为简单,一般分为凸模(凸模固定板)、压边圈和下模三部分。其结构多采用正装式结构(凹模装在下模),一般情况下压边圈与凸模有导板配合。安装时,凸模和凸模固定板直接或间接地(通过过渡垫板)紧圃在液压机内滑块上,压边圈直接或间接地(通过过渡垫板)被紧固在液压机外滑块上,下模在液压机上则被直接或间接地(通过过渡垫板)紧固在工作台上。
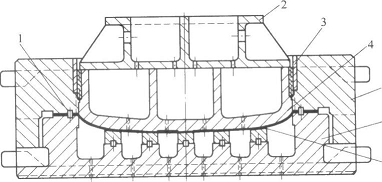
图1大型覆盖件的双动拉深模
由于所用设备及模具结构的不同,其安装和调整与单动液压机模也不同,一般按如下步骤进行:
(1)准备工作根据所用拉深模的闭合高度,确定双动液压机的内、外滑块是否需要过渡垫板和所需垫板的形式及规格。
过渡垫板是用来连接拉深模和
液压机,并调节内、外滑块不同闭合高度的辅助连接板,一般车间的双动液压机都准备有不同规格、不同厚度的过渡垫板。外滑块的过渡垫板用来将外滑块和压边圈连接在一起,内滑块的过渡垫板用来将内滑块与凸模连接在一起,下模的过渡垫板用来将工作台与下模连接。
(2)模具预装 分别用螺栓将压边圈和过渡垫板、凸模和过渡垫板紧固在一起。
(3)凸模的安装 凸模安装在内滑块上,安装程序如下:
1)操纵液压机内滑块使它降到最下位置。
2)操纵内滑块的连杆调节机构,使内滑块上升到一定位置,并使其下平面比凸、凹模闭合时的凸模过渡垫板的上平面高出约10~15mm。
3)操纵内、外滑块使它们上升到最上位置。
4)将模具安放到液压机工作台上,使凸、凹模呈闭合状态。
5)再使内滑块下降到最下位置。
6)操纵内滑块连杆调节机构,使内滑块继续下降到与凸模过渡垫板的上平面相接触。
7)用螺栓将凸模过渡垫板紧固在内滑块上。
(4)压边圈的安装 压边圈安装在外滑块上,其安装程序与凸模类似,最后将压边圈过渡垫板用螺栓紧固在外滑块上。
(5)下模的安装操纵液压机内、外滑块下降机构,使凸模、压边圈与下模闭合,由导向件决定下模的正确位置,然后用紧固零件将下模过渡垫板紧固在工作台上。
(6)空车检查通过内、外滑块、的连续几次行程,检查模具安装是否正确和牢固,检查压边圈各处的压力是否均匀。一般双动液压机外滑块有四个连杆连接,所以通过调节四个连杆的长度可以小量地调节压边圈的压力。
(7)试生产由手覆盖件形状比较复杂,所以一般要经过多次试拉深和修磨拉深模的工作零件方能确定模坯的尺寸和形状,然后转入正式生产。
二、液压机拉深模的调整要点
1.进料阻力的调整
在拉深过程中,拉深模进料阻力较大,则易使制品拉裂;进料阻力小,则又会起皱。因此,在调整过程串,关键是调整进料阻力的大小。拉深阻力的调整方法如下:
1)调节液压机滑块的压力,使滑块在处于正常压力下进行工作。
2)调节拉深模的压边圈的压边面,使之与坯料有良好的配合。
3)修整凹模的圆角半径,使之合适。
4)采用良好的滑滑剂并增加或减少润滑次数。
2.压边力的调整
从莱群程度来说,压边罔压力的调整是拉深模加工成败的关键。压边圈压力的调整需根据模具所采用压边装置的不同而有针对性地采取措施。
调整方法是:当凸模进入凹模的深度大约为10-20mm时,开始进行试冲,使其冲压开始时压边圈起作用,使材料受到压边力的作用,在压边力调整到拉深件凸缘部位无明显皱褶又无材料破裂现象时,再逐步加大拉深的深度;在调试时,压边力的调整应均衡,一般可根据拉深件要求的高度分两到三次进行调整,每次调整都应使工件既无皱褶又无破裂现象。
用
液压机下部的压缩空气垫提供压边力时,可通过调整压缩空气的压力大小来控制压边力。通过安装在模其下部弹顶机构中的橡胶或弹簧弹力来提供压边力的,可调节橡胶和弹簧的压缩量来调整压边力的大小。
对于压边力是由液压机外滑块提供的双动液压机,压边力的大小应通过调节连接外滑块的螺杆(丝杠)来调整。在调节时,应使连接外滑块的螺杆得到均衡的调节,以保证拉深工作的正常进行。
3.拉深深度及凸凹模问隙的调整
1)在调整拉深深度时,可把拉深深度分成2~3段,先调整较浅的一段,再往下调深一段,直调到所需的拉深深度为止。
2)在调整凸凹模间隙时,先将上模圈紧在液压机滑块上,下模放在工作台上先不固紧,然后在凹模内放人样件,再将上、下模吻合对中,调整各方向间隙,使之均匀一致后再将模具处于闭合位置,拧紧螺栓,将下模固紧在工作台上,取出样件。即可试冲。