锻造
液压机的工作环境灰尘多、振动大和温度高,压机的运动部件以往复运动为主,其摩擦副运动速度很低(滑动速度一般不超过0.5m/s),周围的温度较高,密封与清洁条件很差。
(1)双线润滑脂集中润滑系统
双线润滑脂集中润滑系统是由润滑泵、滤油器、换向阀、双线分配器、压差开关、控制器、管路附件组成,如图52所示。双线集中润滑系统供油主管路共有两根,润滑泵向主管路I提供压力油,主管路I的压力上升,双线分配器一侧出油口向润滑点供油,当主管路I和主管路Ⅱ的压力差达到换向阀设定值(3.5~24.5MPa)时,换向阀换向,主管路I卸荷,润滑泵向主管路Ⅱ供油。主管路Ⅱ的压力上升,双线分配器另一侧出油口向润滑点供油,当主管路Ⅱ和主管路I的压力差达到换向阀设定值时。换向阀换向,主管路Ⅱ卸荷,完成一个工作周期。
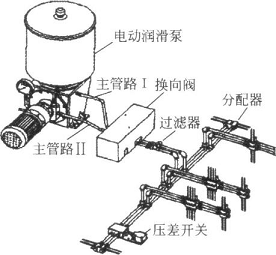
图52 双线润滑脂集中润滑系统
双线式集中润滑系统的特点:①给油量可以根据需要连续调节。②给油可靠。由润滑泵输出的高压润滑剂直接推动分配器活塞向润滑点压送润滑剂,只要润滑泵有足够高的压力,分配器即可动作;③系统扩展方便。系统安装后增加或减少润滑点都很方便。④某些润滑点堵塞,不影响其他润滑点的供油,系统仍可正常工作。⑤给油范围大,点数多。公称压力40MPa的系统可向半径120m、多达1000个润滑点供送润滑脂。
(2)润滑系统的设计
①根据工况条件确定润滑点的耗脂量80 MN锻造液压机润滑点的耗脂量见表4。
表4 80 MN锻造液压机润滑点的耗脂量(每个工作周期)
润滑部位 | 点数 | 每点耗脂量/mI, | 总耗脂量/mL |
|
主缸 | 3 | 0.5 | 1.5 |
|
铡缸(两个) | 6 | 0.5 | 3 |
|
主缸轴承头 | 2 | 1.5 | 3 |
侧缸轴承头(两个) | 4 | 1.5 | 6 |
回程缸上轴承头(两个) | 2 | 0.5 | 1 |
活动横梁上部导向 | 12 | 1.5 | 18 |
活动横梁下部导向 | 12 | 1.5 | 18 |
上砧夹紧装置 | 12 | 0.5 | 6 |
移动工作台 | 34 | 1.5 | 5l |
回程缸下轴承头(两个) | 2 | 1.5 | 3 |
钢锭升降回转台 | l | 1.5 | 1.5 |
合计 | 90 |
| 112 |
②选择润滑泵 BS—B电动油脂润滑泵是双柱塞高压电动润滑泵,主要由双柱塞阀体和油罐组件组成,由交流电机驱动,电机经过摆线针轮减速后,旋转运动经过偏心轮转化为柱塞的往复运动,实现吸油和压油的过程,BS—B电动油脂润滑泵技术参数见表41。
③选定脂润滑泵在系统中的位置 根据设备润滑要求,选定润滑泵在系统中的最佳位置。一般应遵循以下原则:a.泵站至系统末端距离越近越好,泵站尽可能接近系统中心; b.泵站工作环境不得有灰尘、雨水等杂物影响。
④选择分配器双线分配器ZV-B适用于双线集中润滑系统,它可以将润滑油脂定量地分配到各个润滑点,Zv_B型分配器有3种排量规格供选择:0.5cm3、1.5cm3、3.0 C1T13。
表4-41 BS-B电动油脂润滑泵技术参数

⑤确定最大输送距离及管道内径 管道内径太小会使系统末端润滑脂量过小,管道内径太大会使润滑脂在管道内停留时间过长,有可能出现油脂未达到润滑点便老化的现象。双线集中润滑系统的最大输送距离为:
L为主管路长度,m;P为润滑泵额定工作压力,MPa;R为润滑脂在每米管道内的流动阻力,主管路拳22mm,对应R取0.32MPa/m。
⑥确定系统的工作时间 系统给油工作时间验算:
T一(Q。+Qd+Q。)/qD
式中,T为给油工作时间,min;Q。为系统中全部分配器控制活塞换向过程损失润滑脂量总和,mL;Q。为系统中全部分配器出油口排出润滑脂量总和,mL;Q。为主、支管道内润滑脂压缩量,一般取管内容量的1.5%,对软管则取管内容量的10%,mL;Qp为润滑泵的给油量,mL/min。
则一次满循环的工作时间为:
T一(Q。+Qd+Q。)/QD一(22 4-112 4-500)/235—2.7(min)
⑦润滑脂在管内的停留时间 一般润滑脂在管道内的停留时间不超过4个月,以避免油脂老化。主管路油脂滞留时间为:t为实际工作天数;三Q为系统中所有管道内的总容量,mL;Q。为每一个工作周期各润滑点的消耗量总和,mL/次;W为每天工作次数,次/d。
主管路油脂滞留时间为
⑧润滑脂的选择 在选择润滑脂时,以适用于机械的润滑为首,其次是使集中给脂装置能顺利的动作。一般常用的有极压锂基润滑脂、极压复合铝基润滑脂等。80 MN锻造液压机工作环境温度较高,因此选用2#NLGL润滑脂。
⑨80 MN锻造液压机双线润滑脂集中润滑系统的布置80 MN
锻造液压机双线润滑脂集中润滑系统布置如图53所示。BS—B电动油脂润滑泵组安装在压机旁边的泵站内,泵组包括了电动泵、换向阀、过滤器、压力表等装置。主管路分为三部分:一是通向锻造液压机上横梁、润滑主缸和侧缸;二是通向锻造液压机活动横梁、润滑活动横梁上下部导向、主缸和侧缸轴承头、上砧夹紧装置、回程缸上轴承头,因为活动横梁为运动部件,所以管路中间接高压软管,安置在拖链中;三是通向锻造液压机下横梁(底座)、移动工作台和钢锭升降回转台、润滑回程缸下轴承头、移动工作台、钢锭升降回转台。整台设备润滑点共计90个。
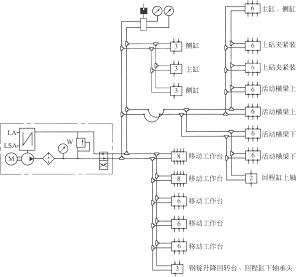
图53 80MN锻造液压机双线润滑脂集中润滑系统
(3)小结
由于合理地选择双线润滑脂集中润滑方式,80MN锻造液压机的润滑脂集中润滑系统实现了大型化、高压化、自动化、集中化,降低了工人的劳动强度。实践证明,系统运行稳定,润滑效果良好,保障了主机设备的正常运转,收到了良好效果,本润滑系统具有以下特点。
①双线润滑脂集中润滑系统完全能适应大型锻造液压机大量分散的、环境条件差的干油润滑点的润滑。
②泵站应尽可能设置在安全且操作方便的位置,以免意外的损坏而妨碍系统的正常工作。同时便于加注油脂和检修。
③为了提高故障诊断的准确性,缩短检查时间,各分配器应尽可能配置超压指示器。
④同一分配器所属润滑点的补油量应相近。以简化分配器出油口油量的选择和系统循环时间的设定,避免润滑油和时问的浪费。
⑤管道和润滑元件及润滑油的清洁,对于防止管路堵塞和系统的正常运转十分重要。